
激光加工对金属表面特性的影响
江苏激光联盟指南:
自青铜时代以来,金属已被铸造成不同的形状以用于不同的应用。腐蚀的光滑表面对于当今铸造金属的许多用途至关重要,从生物植入物到汽车零件。来自南洋理工大学和新加坡制造技术研究所 (SIMTech) 的 Yingchun Guan 和她的同事展示了不同的激光加工方法如何改善金属表面并保护它们免受腐蚀。
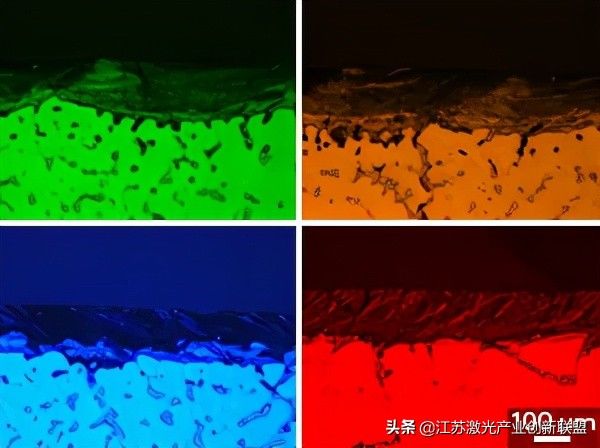
< span>▲图形摘要。合金表面的光学显微镜截面显示,加工过程中激光束重叠的增加减少了小裂纹的数量(左上角,25%重叠;右上角,50%;左下角,75%;右下角,90%)
激光加工引发了大量关于改善材料表面性能的研究活动。之前的研究人员发现,金属合金的表面性能,例如耐磨性和耐腐蚀性,由于激光加工相关的快速凝固后的精细微观结构和富集的合金元素而得到显着改善。
在实际工程应用中,为了将激光技术应用于大表面零件,通常需要使用一束扫描激光束通过多个重叠相邻走线产生区域覆??盖。人们早就意识到激光束的重叠可能在影响激光加工材料的最终表面性能方面发挥重要作用。
然而,到目前为止,还没有关注激光束重叠对熔池中凝固组织演化动力学的影响.本研究的目的是研究重叠轨迹如何影响激光熔化 AZ91D 镁合金在最佳扫描速度下的传热、液体流动、微观结构演变和电化学行为。
研究材料为铸态AZ91D镁合金,其化学成分(wt%):Al 8.97、Zn 0.78、Mn 0.31、 Si 0.023、Cu 0.002、Ni 0.0005,其余为镁。从铸锭中取出 20 mm x 30 mm x 3 mm 的样品,用锥形 SiC 纸(180、400、800、1200、2400 和 4000 粒度)研磨,用酒精清洁,然后用 Lumonics JK702 Nd 照射:高纯氩气保护下的YAG激光系统(波长为1064 nm)。固定激光器参数为功率密度3.82×102*2 W/cm2,扫描速度10mm/s,频率100Hz,脉冲宽度1ms。激光加工过程中的重叠率从25%到90%不等,如图1所示。 本研究选取了标有E、F、G和H的四个样品,重叠率分别为25%、50%、75%和90 %, 分别。激光器以近 TEM00 模式运行,光束散焦至直径为 1 毫米(两个后续轨道之间的距离约为 500 微米)。
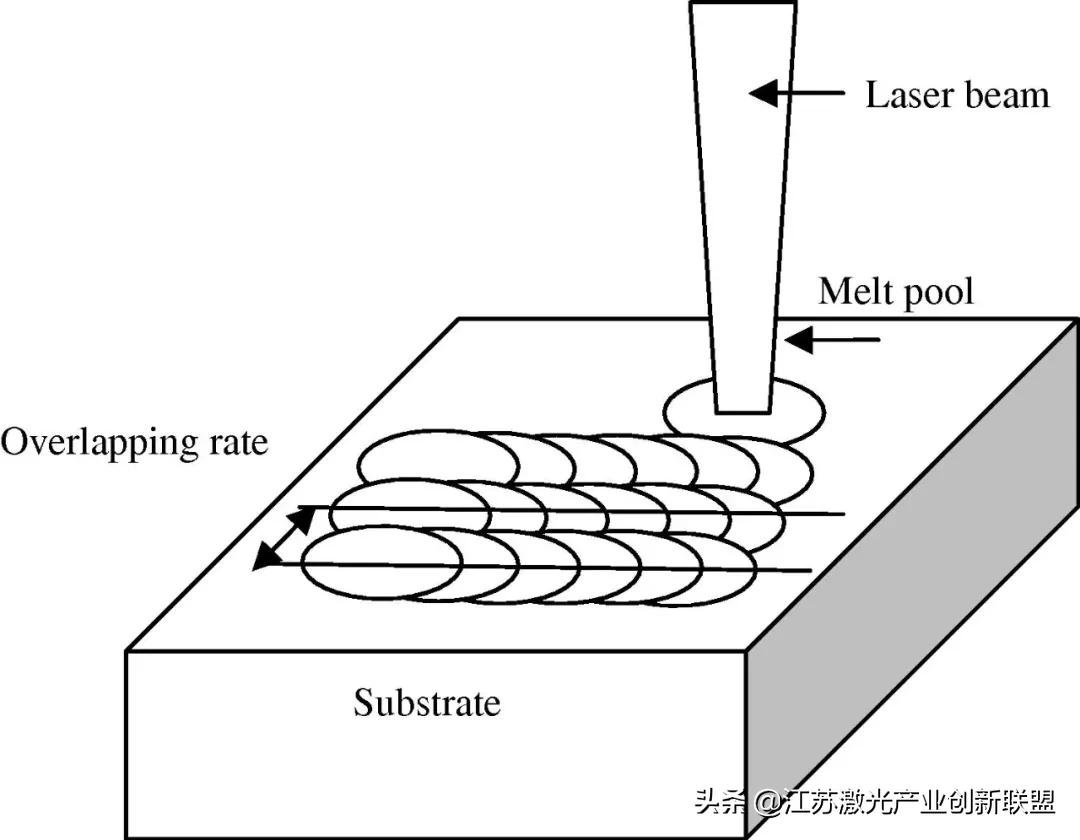
▲图片1. 激光表面熔化过程示意图
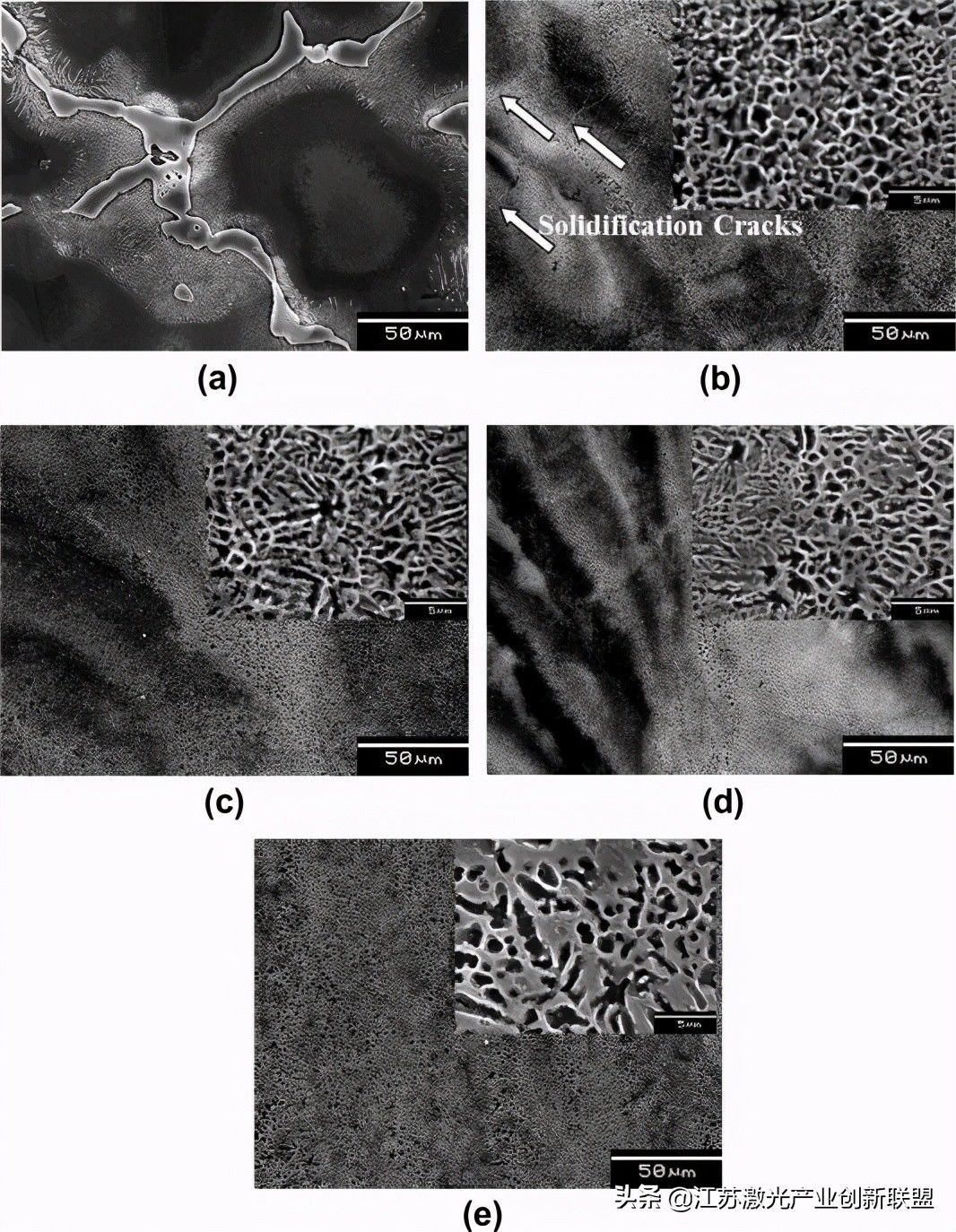
< span>▲图2 AZ91D镁合金激光熔化前后表面微观结构演变的顶视扫描电镜图

▲图 3. 透射电镜显示 AZ91D 镁合金随着重叠量的增加而凝固激光熔化后:(A)合金原样; (是; (c) F; (d) G. 这些颗粒之一的 SAD 图案,显示 β-Mg17Al12 结构
< p>通过检查 AZ91D 样品的横截面图熔化后,研究人员发现,轨道之间的重叠程度越大,凝固过程中产生的小裂纹就越少。在处理与液体接触的金属时,应考虑这一发现,例如将用于生物植入的金属。此外,基于 EDS 测量的化学成分定量分析发现,随着重叠率的增加,重叠中的平均 Al 浓度面积从 11.5 wt% 增加到 16.7 wt%,而平均 Mg 浓度也从 87.1 wt% 减少到 82.2 wt%。化学成分发生变化的原因是在激光加工过程中,随着重叠率的增加,合金元素的选择性汽化增强。
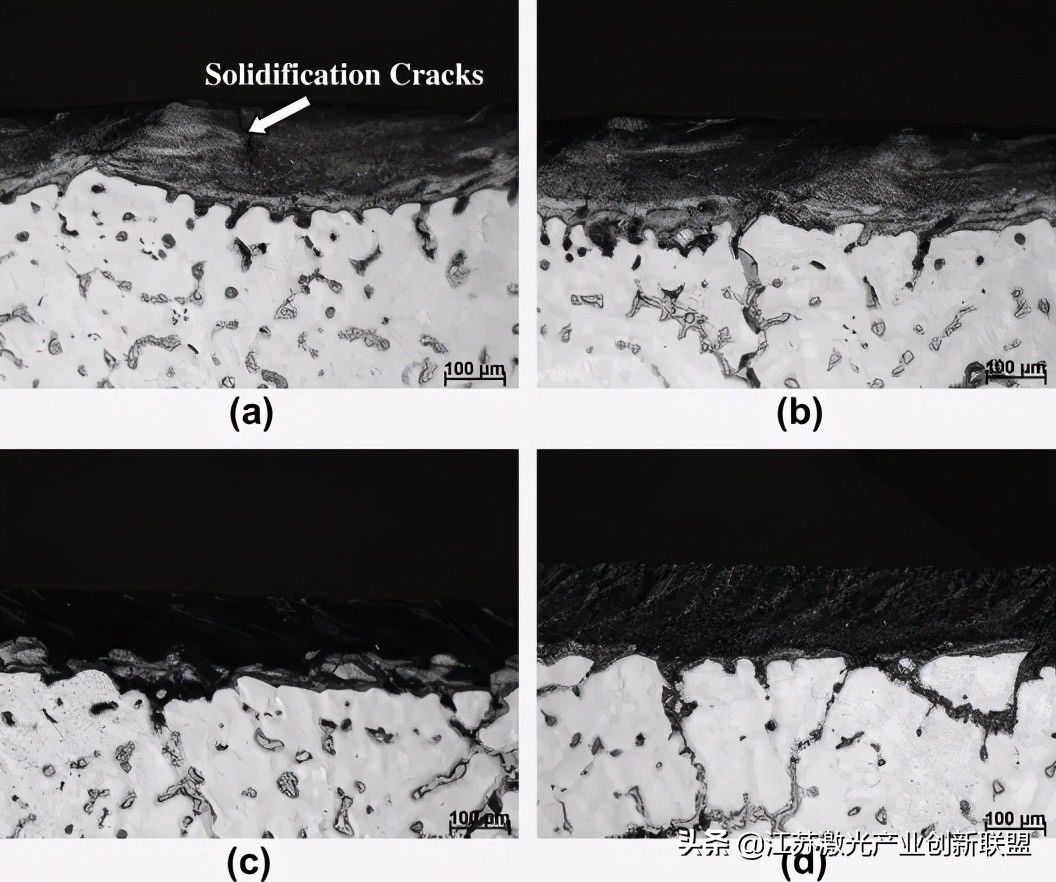
▲图片4. AZ91D镁合金辐照后截面图,重叠率增加(a) E (b) F (c) G和(d) H
▲图5.激光熔化 AZ91D 镁合金照片,重叠率增加:(a)E(b)F(c)G 和(d)H。还显示了这些区域的高倍放大图像。
根据团队的模型,更大的重叠提供更多的热量,从而改善金属在熔融液体中的对流并产生更均匀的表面。该团队的电化学测试还证实,材料表面越均匀,就越耐腐蚀。该团队的方法,尤其是理论模型,适用于评估其他合金和化合物的激光加工。由于表面结构不仅会影响机械和化学性能,还会影响电子、热和光学参数,因此这些发现将与用于各种应用的金属相关。
上一篇:劳斯莱斯魅影/曜影典藏版官图 纪念工程天才创下
下一篇:没有了




