
辊压机轴修复|一种更经济实惠的再制造和表面工
本文主要讨论辊压机轴承位置的故障分析及辊压机轴的几种维修方法。考虑到便利性和速度因素,不受拆运成本的限制,也不受有停机要求的场合的限制。介绍如何在线快速修复辊压机轴端。这是一种基于高分子复合材料的在线修复解决方案,也是一种相对经济、利基化的再制造和表面工程修复方法。
辊压机轴磨损的主要原因:
1.辊压机物料粒度控制不力;
2.辊压机密封失效导致轴承载荷增大;
3.轴承疲劳运行导致轴承间隙过大;
4.压板预紧力不足;
5.冷却铜管经常堵塞或设计过细;
6.稳流仓内物料不定期清理,排除富集金属,使设备频繁超负荷调整,影响轴承寿命;
7.液压系统的隐患。辊缝长期偏差严重。
辊压机轴的几种维修方法:
1.离线修复
以补焊、刷镀、喷涂为代表,应用广泛,但缺点也突出。直接影响是停机时间长、综合成本高、劳动强度大。
2、在线维修
以高分子复合材料为代表,优点是免拆机加工,无补焊热应力,无补焊厚度限制。材料有一定的让步,可吸收设备冲击和振动,避免二次磨损。
3、报废更换
成本高,耗时长,是万不得已,无法修复。
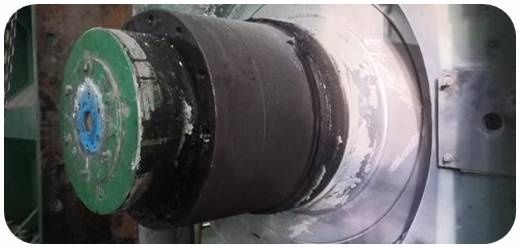
辊压机轴在线维修技术说明(使用Fuschlan 2211F材料作为应用材料):
1.表面处理:去除辊压机前后肩面、轴承位面、轴承内圈面的污垢和高点;清除螺栓孔边缘和压板通孔的所有毛刺;用砂轮磨部磨光原金属色;
2.确定定位点:首先将轴径磨损量和定位点相加,高度略高于单边磨损量;以样尺为基准,用磨床、锉刀等工具磨成与单面高度相等的高度。边缘磨损的大小接近;

3.空气试验轴承:安装轴承,用压板紧固轴承,在拧紧压板螺栓的过程中保持较小的预紧力,并测量同心度和垂直度,精度误差小于0.2mm;

4.清洁表面:用无水乙醇清洁轴承部位表面和轴承内圈表面,轴承内圈表面涂有803脱模剂;
5.涂抹材料:直接将混合均匀的Fuschlan高分子复合材料涂抹在修补面上,保证高分子材料的填充效果,然后用刮刀均匀涂抹,厚度略高于支撑点高度;< /p >

6.尺寸恢复:安装轴承,均匀拧紧压板,并留足预紧力;
7.固化:自然固化6-12小时后,拆下压板和轴承,去除多余材料;

8.重涂材料:用砂带将修补材料表面产生的釉料和脱模剂打磨抛光。清洁后,调和金属修补材料,将其涂在整个轴承表面;

9.安装:快速安装轴承??,整个安装和拧紧过程控制在40分钟内。拧紧螺栓时,对称拧紧。这次安装螺栓全部拧紧到位。

10。后预紧:空机时每3小时紧固一次螺栓,装料时每6小时、12小时、24小时紧固一次。
上一篇:《十件古物中的丝路文明史》璀璨丝路文明里,
下一篇:没有了




